今回は穴(Hole)タイプのチモトについて加工技術を紹介してまいります。
穴あけ
専用機の流れ(加工ステーション)に組み込んでプレス加工を行います。
加工ステーションには金型がセットされており
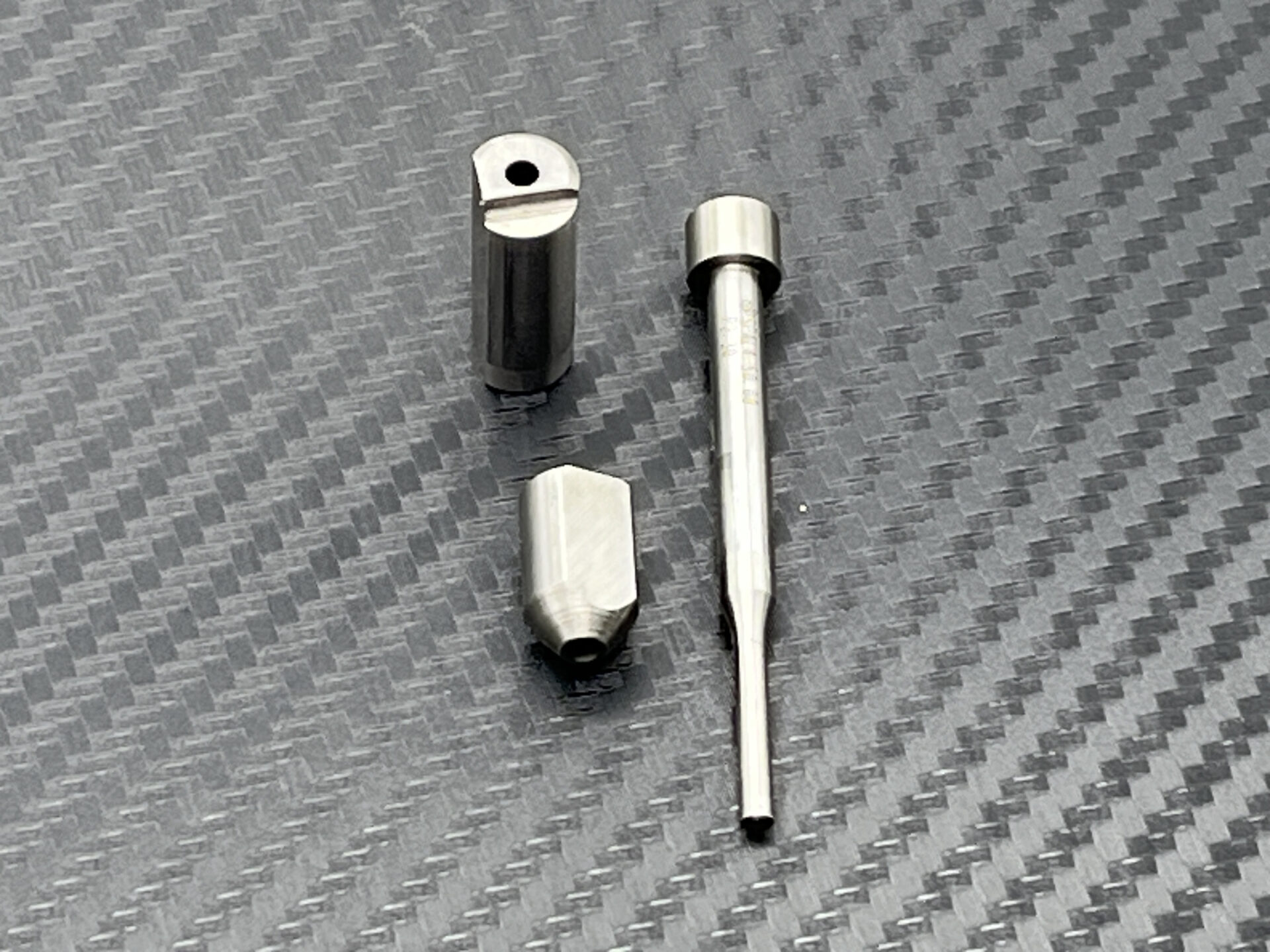
写真の様な専用のパンチ、パンチガイド、ダイが組み込まれています。
ダイ(左上)はチモトに採用する叩き形状に合わせて成形します。
パンチ自体は安価な汎用品を使います。幅広い製造業に必要な部品で
0.01mm単位でサイズを選べ1本から購入できます。
※チモト形状、線径にもよりますが1.2~3mm弱の穴が加工可能です。

面打加工
穴あけしたままではエッジが立っておりハリスへの攻撃性が高い
ため「面打加工」をしてエッジ攻撃性を緩和します。
穴あけ同様に金型に組み込み1つのステーションにて表
次のステーションで裏の加工と2工程にて加工します。
写真は面打パンチとダイです。穴径より少し小さい径を使い
90°になった部分で穴エッジツブシます。

上記2つの工程で成形された直後の写真です。

熱処理・洗浄後に化学研磨にて微細なバリ等を除去

参考写真の表面処理(メッキ)はスズ+クリアになります。